G90 - Absolute Programming.
G91 - Incremental Programming.
76) In CNC programming, G91 code is used for
Answer is:
incremental programming
Explanation:
Related KPSC ITI JTO Turner Question Papers - 2018 with Answer Key
Answer is:
spindle stop
Explanation:
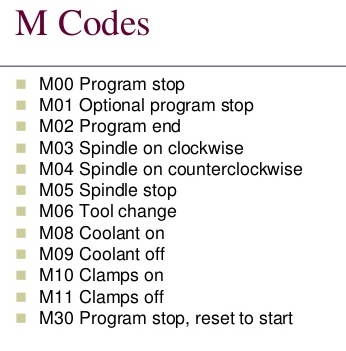
M00 - Program Stop (non-optional)
M01 - Optional Stop: Operator Selected to Enable
M02 - End of Program
M03 - Spindle ON (CW Rotation)
M04 - Spindle ON (CCW Rotation)
M05 - Spindle Stop
M06 - Tool Change
M07 - Mist Coolant ON
M08 - Flood Coolant ON
M09 - Coolant OFF
M17 - FADAL subroutine return
M29 - Rigid Tapping Mode on Fanuc Controls
M30 - End of Program, Rewind and Reset Modes
M97 - Haas-Style Subprogram Call
M98 - Subprogram Call
M99 - Return from Subprogram
Answer is:
coolant on
Explanation:
M00 - Program Stop (non-optional)
M01 - Optional Stop: Operator Selected to Enable
M02 - End of Program
M03 - Spindle ON (CW Rotation)
M04 - Spindle ON (CCW Rotation)
M05 - Spindle Stop
M06 - Tool Change
M07 - Mist Coolant ON
M08 - Flood Coolant ON
M09 - Coolant OFF
M17 - FADAL subroutine return
M29 - Rigid Tapping Mode on Fanuc Controls
M30 - End of Program, Rewind and Reset Modes
M97 - Haas-Style Subprogram Call
M98 - Subprogram Call
M99 - Return from Subprogram
Answer is: