Following are the two methods of metal cutting depending upon the arrangement of cutting edge with respect to the direction of tool travel:
1. Orthogonal cutting or two dimensional cutting.
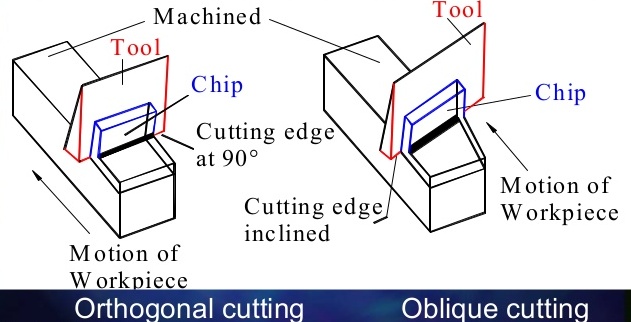
In orthogonal cutting, the cutting edge of the tool is perpendicular to the direction of tool travel. The cutting edge clears the width of the workpiece on either ends. The chip flows over the tool face and the direction of the chip flow velocity is normal to the cutting edge. The maximum chip thickness occurs at the middle. In orthogonal cutting, the shear angle is the angle between the rake face and the shear plane.
2. Oblique cutting or three dimensional cutting.
In oblique cutting, the cutting edge of the tool is inclined at an angle less than 90° to the direction of tool travel. Frequently, more than one cutting edges are in action. The cutting edge may not clear the width of the work piece. The chip flows
on the tool face at an angle less than 90° with the normal on the cutting edge. The maximum chip thickness may not occur at the middle.
1) In orthogonal cutting of metals
the cutting edge of the tool is perpendicular to the direction of tool travel and the cutting forces occur in two directions only
Related Production Engineering MCQ with Answers
doubled
Chip thickness ratio=depth of cut/chip thickness
So, as given depth of cut=1/2,
So = 1/2/chip thickness,
= 1/2*1/chip thickness,
= 2*chip thickness.
So, double chip thickness.
inclined at an angle less than 90 degree to the direction of tool travel
Following are the two methods of metal cutting depending upon the arrangement of cutting edge with respect to the direction of tool travel:
1. Orthogonal cutting or two dimensional cutting.
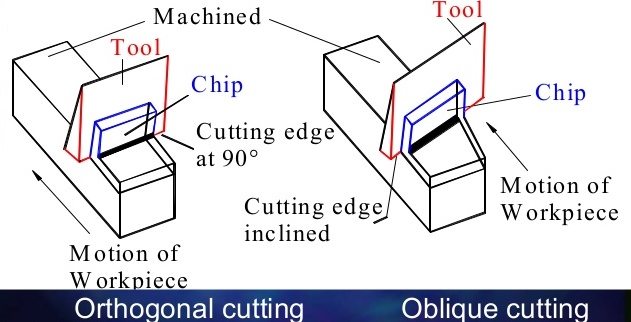
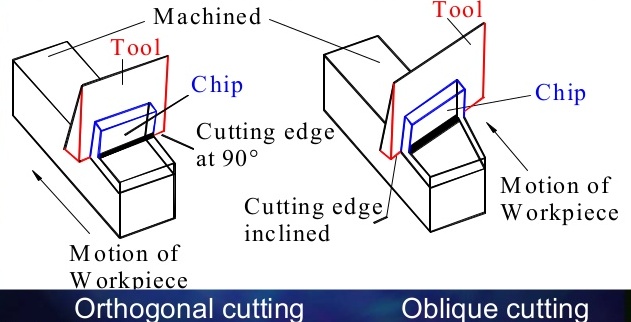
In orthogonal cutting, the cutting edge of the tool is perpendicular to the direction of tool travel. The cutting edge clears the width of the workpiece on either ends. The chip flows over the tool face and the direction of the chip flow velocity is normal to the cutting edge. The maximum chip thickness occurs at the middle. In orthogonal cutting, the shear angle is the angle between the rake face and the shear plane.
2. Oblique cutting or three dimensional cutting.
In oblique cutting, the cutting edge of the tool is inclined at an angle less than 90° to the direction of tool travel. Frequently, more than one cutting edges are in action. The cutting edge may not clear the width of the work piece. The chip flows
on the tool face at an angle less than 90° with the normal on the cutting edge. The maximum chip thickness may not occur at the middle.
brittle materials
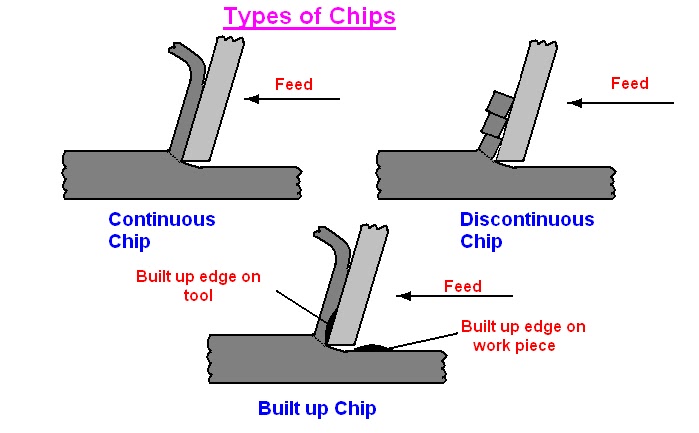
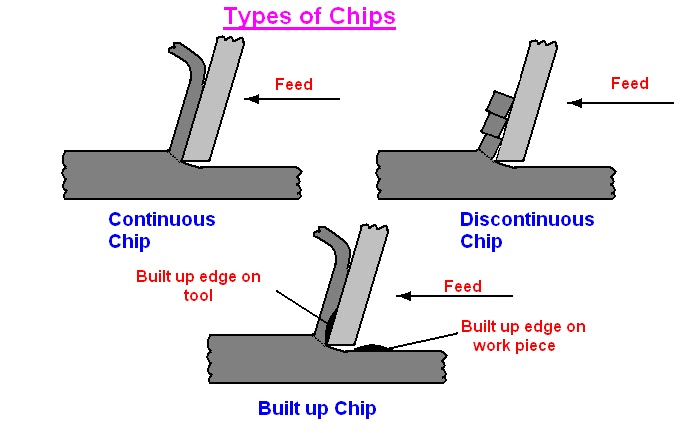
Discontinuous chips Discontinuous chips are usually formed during machining of brittle materials like cast iron. The low cutting speed and small rake angle of the tool are responsible for the formation of discontinuous chips.
Continuous chips Continuous chips are produced during machining of ductile materials like mild steel. The high cutting speed and large rake angle of the tool will result in the formation of continuous chips. These chips are in the form of long coils having the same thickness throughout.
Continuous chips with built up edge Continuous chips with built up edge are also produced during machining of ductile materials. The low cutting speed and small rake angle of the tool will result in the formation of continuous chips with built up edge. These chips are also formed when the cutting edge of the tool is dull.
either (A) or (C)
Discontinuous chips Discontinuous chips are usually formed during machining of brittle materials like cast iron. The low cutting speed and small rake angle of the tool are responsible for the formation of discontinuous chips.
Continuous chips Continuous chips are produced during machining of ductile materials like mild steel. The high cutting speed and large rake angle of the tool will result in the formation of continuous chips. These chips are in the form of long coils having the same thickness throughout.
Continuous chips with built up edge Continuous chips with built up edge are also produced during machining of ductile materials. The low cutting speed and small rake angle of the tool will result in the formation of continuous chips with built up edge. These chips are also formed when the cutting edge of the tool is dull.